
Here’s something most guitar buyers never think about: the instrument’s ability to stay in tune is fundamentally a mechanical question, not a musical one. String quality matters at the margins. Nut slot geometry matters. But the tuning machine head — the small metal assembly at the end of every headstock peg — is where pitch precision either gets built in or doesn’t. Everything else downstream is working around whatever tolerance that housing and gear train happen to have been manufactured to.
The inconvenient reality is that most guitars, even mid-priced ones, ship with tuners that were engineered(https://www.guitartricks.com/forum/t/37083) to a cost rather than a specification. Die-cast zinc, stamped gears, chrome spray finish — this has been the industry’s default hardware package for decades, and it has survived largely because players didn’t have a reference point for comparison. That’s changed. CNC-machined(服务页面) aluminum tuners have become accessible enough that boutique luthiers, OEM brands, and aftermarket buyers are now treating them as a baseline expectation rather than a luxury.
The Real Failure Modes in Conventional Tuner Hardware

Walk into any guitar repair shop and ask the tech what hardware problem they see most often. Tuning instability will be near the top, and nine times out of ten the root cause isn’t string slippage at the post — it’s gear backlash. Budget tuners are manufactured by die-casting molten zinc into molds and cold-stamping gear profiles from steel sheet. Both processes are fast and cheap, and both introduce dimensional compromises that compound over the life of the instrument.
Die-casting leaves micro-porosity inside the housing — gas pockets and shrinkage voids distributed throughout the material that no surface inspection catches. Under the kind of sustained tension a guitar string applies (acoustic steel strings regularly run at 70–90 N per string(https://www.stringsandbeyond.com/blog/the-role-of-string-tension-in-guitar-performance/?srsltid=AfmBOoplAMyGJswCcEVUkmzLTMGl1SVYvQ9_MVQgKgLbQ92hA8wrJ2U4)), those internal voids allow microscopic deflection that registers as a soft, inconsistent feel when tuning. Over years of use the housing deforms subtly around the bearing surfaces, and post-to-bore clearances that started marginal drift into genuinely sloppy.
Stamped gears have their own problem: tooth profiles that were never precise to begin with. The backlash — that dead zone where the worm turns without the post moving — starts around 2–3 degrees on an average budget tuner. That sounds trivial until you realize it means the player’s last adjustment doesn’t fully register, and fine-tuning a string becomes an exercise in compensating for hardware slop rather than zeroing in on pitch.
Four things actually determine whether a tuning machine performs well in practice:
CNC machining addresses all four. Die-casting and stamping, structurally, cannot.
6061-T6 Aluminum: Why This Specific Alloy Gets Specified
Guitar hardware discussions tend to reduce material choice to “brass vs. aluminum” without going further, which obscures the actual engineering. Aluminum is a category. 6061-T6 is a specific precipitation-hardened alloy with a defined set of mechanical properties that make it particularly well-suited to precision machined hardware.
The T6 temper designation means the alloy has been solution heat-treated and then artificially aged, pushing tensile strength to around 310 MPa. That’s roughly comparable to mild steel — at one-third the weight. The practical implication at the headstock level is real: a set of six aluminum CNC tuners will weigh measurably less than an equivalent set in brass or steel, and headstock mass has a documented effect on where a neck resonates and how the instrument balances in playing position. Builders who care about neck dive know this. Players who gig eight-hour nights care about it too.
Machinability is the other key property. 6061-T6 cuts cleanly at high spindle speeds, leaves smooth bore walls without the built-up edge formation that creates dimensional scatter in harder materials, and holds tight tolerances without the spring-back behavior that makes some alloys difficult to machine to spec. That machinability is what makes ±0.03mm tolerances achievable in production runs, not just in prototype conditions.
The anodizing compatibility is a third advantage that’s easy to underestimate. Aluminum oxidizes naturally in air, forming a thin Al₂O₃ layer on the surface. Anodizing uses an electrolytic process to grow that oxide layer intentionally, to a controlled depth, with properties that a spray coating simply can’t replicate. Zinc die-castings — the material in most budget tuner housings — can’t be anodized. They get chrome-plated or lacquered, and those coatings sit on top of the substrate, separate from it, and eventually come off.
Brass remains the alternative for builders who want a heavier headstock by design. Some luthiers and players swear by the tonal effect of brass hardware weight on certain body styles. For most applications, though, aluminum’s combination of structural adequacy, low mass, and anodizing compatibility makes it the more rational specification.
What ±0.03mm Actually Does Inside the Housing
Thirty microns. That’s the manufacturing envelope a ±0.03mm tolerance specifies — sixty microns total variation across any controlled dimension. A human hair is roughly 70–80 microns in diameter. To hold this across a guitar tuner housing, which may have eight to twelve dimensionally controlled features, requires temperature-managed machining (steel tooling expands at about 12 µm per meter per degree — a 2°C shift in shop temperature moves a 100mm bore by nearly 2.5 microns), vibration-isolated fixturing, and dedicated finishing passes with small-diameter end mills.
It’s worth being specific about which dimensions this tolerance actually governs and what each one does functionally.
The worm shaft bore sets the radial clearance for the gear train. At ±0.03mm, the bore diameter is held within 60 microns total variation — at a typical shaft diameter of 4–6mm, this puts the fit squarely in the ISO H7/h6 class, with enough clearance for free rotation but not enough for the shaft to shift under load. Slack up that tolerance to ±0.15mm and you’ve given the shaft room to move, which shows up immediately as the vague, imprecise feel of a budget tuner.
Post bore concentricity is the dimension that produces the most noticeable field effect when it’s wrong. If the bore axis drifts from the post’s rotation axis by even half a tenth of a millimeter, each post revolution generates a small eccentricity in how string wraps pile up at the base of the post. On a 16:1 gear ratio tuner, that eccentricity appears sixteen times per full post revolution. The player perceives it as a string that won’t quite settle no matter how carefully it’s tuned.
Mounting hole position is the dimension most relevant to installing a matched set. Six tuners from the same CNC program, at ±0.03mm true position, will all land their mounting holes within a 60-micron diameter zone around their nominal position. On a headstock with pre-drilled holes, that’s the difference between a clean bolt-up and a set that requires reaming or selective fitting to align properly.
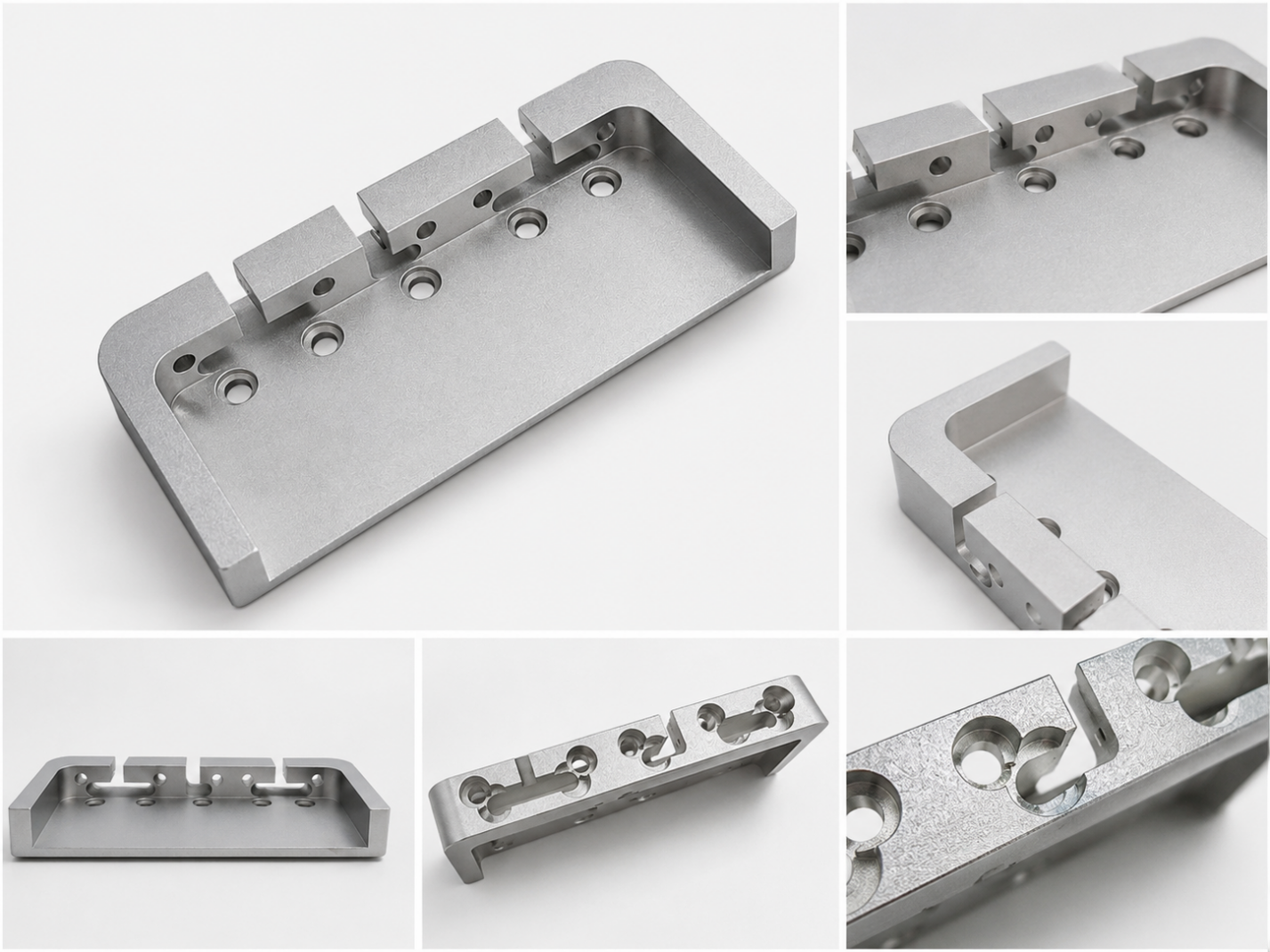
Sandblasted Anodizing: How the Finish Gets Made
The finish sequence on a CNC-machined aluminum tuner housing is two steps, and they do different things. Sandblasting first, anodizing second — and cutting either step is a visible compromise.
After machining, the aluminum surface carries toolpath marks: fine parallel ridges from the cutting tool’s last pass across the workpiece. Under direct light these read as a faint directional shimmer. Bead blasting with spherical ceramic or glass media — propelled at the surface pneumatically — cold-works the surface layer and replaces those directional marks with an even, isotropic matte texture. The result reads visually as matte rather than shiny, which is part of what makes anodized hardware look more premium than chrome-plated hardware at the same price point.
There’s a functional benefit beyond appearance. Bead blasting introduces compressive residual stress into the surface layer — the same principle behind shot-peening in aerospace fatigue management. A compressively stressed surface resists crack initiation under cyclic loading. For a tuner that gets rotated thousands of times over the instrument’s life, that surface condition matters at the margins. It also creates a more uniform micro-texture that bonds more consistently with the anodizing electrolyte in the next step.
Anodizing is an electrochemical conversion process, not a coating application. The part goes into a sulfuric acid bath, a controlled current passes through it, and aluminum atoms at the surface oxidize into aluminum oxide — Al₂O₃ — in a columnar microstructure that grows both inward into the base metal and slightly outward from the surface. A standard Type II anodize builds to 10–25 microns. Vickers hardness of the resulting oxide runs 250–500 HV, compared to roughly 95–107 HV for the 6061-T6 substrate underneath.
That hardness differential matters practically. The anodized surface resists the kind of abrasion that comes from years of finger contact on tuning buttons and from the occasional hardware-to-hardware contact during storage and transport. It’s also chemically inert to perspiration acids, which is what actually destroys chrome plating over time on hardware that gets handled regularly.
Colors go in during anodizing, before the pores seal. The freshly anodized oxide layer is porous at the microscopic level, and organic dye solution penetrates those pores uniformly. A sealing step follows that closes the pore structure and locks the dye in place. Black, gunmetal, matte silver, gold, and custom tones all come from this process. Critically, the dye adds no dimensional thickness — colored parts and uncolored parts from the same machining program have identical toleranced dimensions.
The Production Sequence, Briefly
For buyers who are evaluating a CNC machining supplier for tuner housing work, the production flow shapes both lead time and unit cost. Understanding it prevents misaligned expectations.
Design for manufacturability review comes before any metal is cut. A DFM check on a tuner housing typically flags wall thicknesses below 0.8mm that risk deflection during machining, internal corners tighter than the smallest available end mill radius, and tolerance callouts that are tighter than the application actually requires — the last category being a surprisingly common cost driver that adds machining time without adding functional value.
CAM programming translates the 3D model into machine instructions. Achieving ±0.03mm in production requires a layered toolpath strategy: roughing passes to remove bulk material efficiently, semi-finishing passes to approach final dimension, and dedicated finishing passes at reduced chip loads with fine-diameter tooling. The finishing passes on bore features typically run 0.5–2mm end mills at step-down values conservative enough to prevent deflection in the tool itself.
5-axis machining handles the geometry that single-setup 3-axis work can’t reach without repositioning the part. Tuner housings have angled gear cavities, compound-angle bearing bores, and multi-plane boss features that would require three or four setup changes on a 3-axis machine. Each repositioning introduces a datum shift — small, but cumulative. 5-axis gets those features in a single setup, keeping datum shift out of the tolerance budget entirely.
CMM inspection closes the loop. A coordinate measuring machine verifies critical bore diameters, hole position true locations, and housing flatness against the drawing before parts ship. For production runs, AQL sampling governs how many parts get measured; for first articles, 100% inspection is standard. The CMM report travels with the shipment and gives OEM buyers a verifiable quality record for incoming inspection.
Sandblasting and anodizing happen after machining and before final assembly. This sequence matters because anodizing slightly alters surface dimensions on exposed faces — keeping bearing surfaces and gear train components out of the anodizing bath until after treatment is done protects the dimensional work the machining step produced.
Who’s Actually Buying These Parts
Precision aluminum tuners have moved from specialty hardware into something closer to a default expectation across several buyer categories that didn’t overlap much ten years ago.
Boutique luthiers building at the $2,000–$8,000 price point can’t credibly install $12 hardware on instruments with hand-fit joints and hand-selected wood. The hardware is handled immediately when anyone picks up the guitar, and its quality registers before a single string is played. Anodized aluminum CNC tuners deliver the tactile and visual quality that’s congruent with the rest of the build without requiring custom tooling or the minimum order quantities that make fully bespoke hardware impractical for small-batch shops.
OEM mid-market brands in the $500–$1,200 range are under more competitive pressure than they’ve been in a decade. The spec sheet matters to online buyers who compare instruments at that price point across brands before purchasing, and “machined aluminum tuners” reads differently than “die-cast hardware” on a product page. Some brands have made precision tuners a meaningful differentiator in a segment where body wood specifications and pickup brand are increasingly homogenized.
The aftermarket upgrade segment has grown alongside the online guitar communities that made hardware comparisons accessible to players who previously had no framework for evaluating tuner quality. A player replacing factory hardware is typically buying a full set of six or twelve units and spending $80–$200. Drop-in retrofit designs — units with the same mounting footprint as vintage Kluson-style hardware — have expanded the addressable market significantly by removing the need to redrill headstocks.
Extended-range builders are a smaller segment by volume but represent the most demanding mechanical use case. A nine-string guitar with medium-gauge strings in standard tuning generates total headstock tension well above 800 N. Die-cast housing deflection that’s marginal on a six-string becomes structurally significant at those loads. For these instruments, aluminum CNC tuners aren’t a preference — they’re the minimum viable specification for long-term reliability.
Sourcing Custom CNC Guitar Hardware? MK MACHINERY Handles the Full Cycle.
MK MACHINERY(首页) runs 5-axis CNC machining on aluminum alloys, stainless steel, brass, copper, titanium, and engineering plastics — against customer-supplied 2D prints or 3D CAD files, with no minimum order quantity. For guitar hardware specifically: ±0.03mm tolerances on worm bores, post bores, and gear pocket depths, sandblasted Type II anodizing in-house, CMM inspection reports standard on every production run.
Our engineering team has been supporting custom hardware clients for over 20 years. DFM review is included before machining begins. First-article reports come with the first shipment. One sourcing relationship covers machining, surface treatment, and assembly — no secondary vendor coordination for finishing.
Prototype quantities through full OEM production runs use the same intake process: send your drawings, get a quote against your actual specifications. No volume minimums, no spec approximation.